
Forming Technique Offers Advantages Over Conventional Metal Stamping
A start-to-finish metal part-making process can offer manufacturers unprecedented cost and time savings.
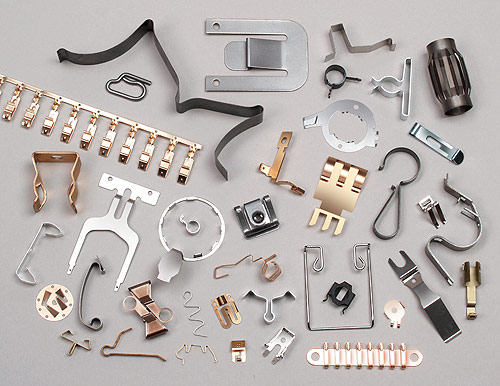 Fourslide fabrication can be used to produce parts ranging from flat stampings to complex fasteners, terminals, contacts and connectors.
Fourslide fabrication can be used to produce parts ranging from flat stampings to complex fasteners, terminals, contacts and connectors.
Director of Sales and Marketing Jim Richards says Fourslide Spring and Stamping Inc. doesn't try to be a "jack of all trades." But when Fabricating even the smallest custom component can adversely affect production budgets and schedules. As a result, many manufacturers are looking beyond traditional metal forming technology to find alternative fabrication methods. One such method, which is known as "fourslide" fabrication, can offer design engineers a variety of advantages including tooling and material savings. It is suited for the production of small metal products that are complex or needed in limited quantities.
Unlike conventional metal stampings from a power press, fourslide production uses a series of relatively inexpensive tools that operate in sequence to produce finished metal products that can range from flat stampings to complex fasteners, terminals, contacts and connectors. The technology is especially well suited for the production of small metal parts where low production quantities, complex geometries, tooling costs and design fluidity are issues.
A combination of benefits
In one case, a contract developer and manufacturer of precision medical parts needed to incorporate a single metal component into its product assemblies. Approximately 50,000 units per year were going to be manufactured. The company, which specializes in precision CNC machining and assembly for the medical device market, considered using the traditional method of stamping the part using a progressive die on a power press. But after evaluating the quantities and costs involved, the firm's engineers decided to use fourslide integrated stamping and forming technology.
The company had never used the technique before, and it enlisted the help of Fourslide Spring & Stamping Inc. (Bristol, CT, USA). The products the company manufactures, including a variety of surgical instruments and implants, demand acute quality, timely delivery and sometimes specialised materials and alloys. "The process was attractive because the tooling is much less expensive than dies for conventional power press forming," says a spokesperson from the company.
The fourslide process paid off, not only in terms of saving time and money on the front end (less than five weeks were needed from order placement to first article parts), but also on an engineering modification that required a tool change later on. The fourslide tooling modification cost less than US$1400 and took a couple of weeks to complete. A typical progressive die would have cost more and required a longer lead time.
A four-strike system
Named for the four tool slides it uses, the fourslide integrated stamping and forming process offers several advantages over the traditional power press. It can be used to generate complicated forms and multiple bends efficiently, offers low up-front costs, short lead times and the ability to modify tooling to accommodate engineering changes quickly and inexpensively.
Fourslide manufacturing begins with the raw material in flat strip form off a coil, which is stamped or blanked in the progressive die section of the fourslide machine. The strip is then fed into the forming section, where four tool-carrying slides approach the part from the four cardinal compass points, forming the material around a centre form or mandrel. Machine motions are cam driven; the cams are mounted on a continuous shaft, driven by a single motor. The set-up of the machine cams determines the sequence, timing and number of tool strikes. Click here for an animated demonstration of how this process works.
Tooling savings
The cost of fourslide tooling typically ranges from roughly US$3000 to US$10,000 – depending on the complexity of the part and amount of work required. A progressive die used on a power press can cost 10 times as much. "It is rare that a progressive die is done for less than US$12,000 to US$15,000," says Jim Richards, Director of Sales and Marketing for Fourslide Spring and Stamping. He adds that while it is not an up-front cost, shop rate – the cost that a manufacturer assigns to machine time – likely will be less using fourslide equipment because the cost of operating that equipment normally will be lower than the cost of operating a US$250,000 high-speed power press.
"However, on very high volume jobs where throughput may be greater on a power press, the relative cost per hour will diminish, perhaps overcoming the cost advantage of the fourslide process," Richards says.
Savings on engineering modifications
In the case of fourslide tooling, both the original tooling and subsequent engineering modifications are less expensive and can be created more quickly than those for power press dies. Richards says that where tool maintenance is concerned, fourslide dies and tooling are far less expensive to maintain and repair. In addition, Richards adds that replacement downtime is significantly shorter than it typically is with progressive dies.
Generally speaking, fourslide manufacturing also can save on scrap from wasted materials. Richards explains that less scrap results because the process calls for running material that is specific to the job. In other words, if the item being formed via the fourslide process calls for material 0.56-in. wide, the fourslide process begins with material pre-slit to 0.56-in. Hence, less scrap.
"In the case of high-volume runs for many parts, the power press is still a good solution," says Richards. "But when it comes to complex parts, low volumes or production of parts where engineering modifications may be a factor – those are optimal criteria for fourslide production."
- Published in European Medical Device Technology, November/December 2010, Volume 1, No. 9
